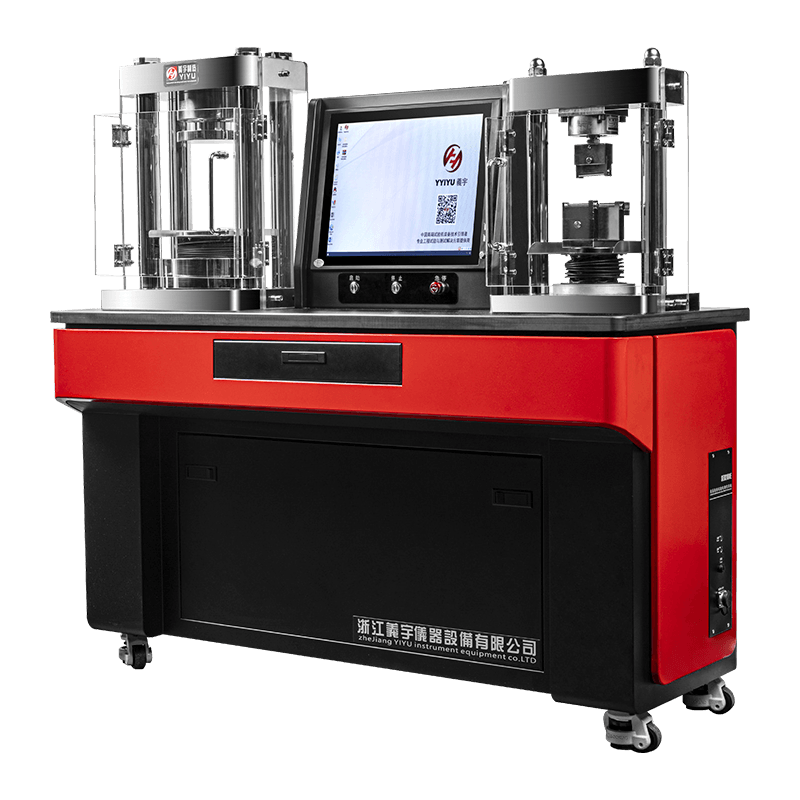
A hydrauliczna uniwersalna maszyna testująca (UTM) to przyrząd do badania materiałów, który wykorzystuje wytwarzanie siły hydraulicznej do przykładania kontrolowanych obciążeń rozciągających, ściskających, zginających, ścinających i zginających do próbek testowych — mierząc ich właściwości mechaniczne pod tymi obciążeniami. Hydrauliczne urządzenia UTM to standardowy wybór w zastosowaniach testowych wymagających dużej siły, o udźwigach zwykle w zakresie od 100 kN do 3000 kN (10 do 300 ton). co czyni je niezbędnym wyposażeniem hut stali, laboratoriów materiałów budowlanych, kwalifikacji komponentów lotniczych i kontroli jakości produkcji ciężkiej.
Przekroczono globalny rynek sprzętu do testowania materiałów 800 milionów dolarów w 2023 roku , przy czym dominującą technologią dla sił powyżej 100 kN są hydrauliczne UTM. Dla kierowników laboratoriów, inżynierów jakości, specjalistów ds. zaopatrzenia i materiałoznawców zrozumienie zasad działania, kluczowych specyfikacji, możliwości testowych i kryteriów wyboru hydraulicznych UTM ma fundamentalne znaczenie dla dokonywania rozsądnych inwestycji w sprzęt i tworzenia wiarygodnych danych testowych.
Jak działa hydrauliczna uniwersalna maszyna testująca
Hydrauliczny UTM wytwarza siłę poprzez zwiększanie ciśnienia płynu hydraulicznego — zazwyczaj oleju mineralnego — i kierowanie tego ciśnienia na tłok cylindra hydraulicznego. Powstały ruch tłoka wywiera siłę na poprzeczkę, która z kolei obciąża próbkę poprzez odpowiednie uchwyty lub mocowania.
Hydrauliczny układ napędowy
Układ hydrauliczny składa się z pompy napędzanej silnikiem, która tłoczy olej pod ciśnieniem w obwodzie zamkniętym. Serwozawór lub proporcjonalny zawór sterujący reguluje przepływ oleju do głównego cylindra – kontrolując zarówno kierunek ruchu poprzeczki (w górę lub w dół), jak i szybkość przykładania siły. Zależność pomiędzy ciśnieniem hydraulicznym a przyłożoną siłą wynika bezpośrednio z prawa Pascala: Siła = ciśnienie × powierzchnia tłoka . Cylinder o powierzchni tłoka 100 cm² przy ciśnieniu systemowym 300 barów (30 MPa) zapewnia siłę 300 000 N (300 kN).
Sterowanie serwohydrauliczne a konwencjonalne sterowanie hydrauliczne
Nowoczesne hydrauliczne UTM wykorzystują jedno z dwóch podejść do sterowania:
- Konwencjonalna hydraulika (pętla otwarta): Ręcznie lub półautomatycznie regulowany zawór proporcjonalny steruje przepływem oleju. Nadaje się do standardowych testów statycznych, gdzie dokładne prędkości rampy obciążenia nie są krytyczne. Niższy koszt, prostsza konserwacja.
- Serwohydrauliczny (pętla zamknięta): Serwozawór o wysokiej czułości otrzymuje w czasie rzeczywistym informację zwrotną z czujników tensometrycznych, tensometrów lub przetworników przemieszczenia i w sposób ciągły reguluje przepływ oleju, aby utrzymać zaprogramowane warunki testowe (stała prędkość obciążenia, stała prędkość odkształcania lub stała prędkość przemieszczenia). Wymagane do testów zgodnych z normami ISO 6892, ASTM E8 i EN 10002. dokładność kontroli obciążenia ±0,5% wartości wskazanej .
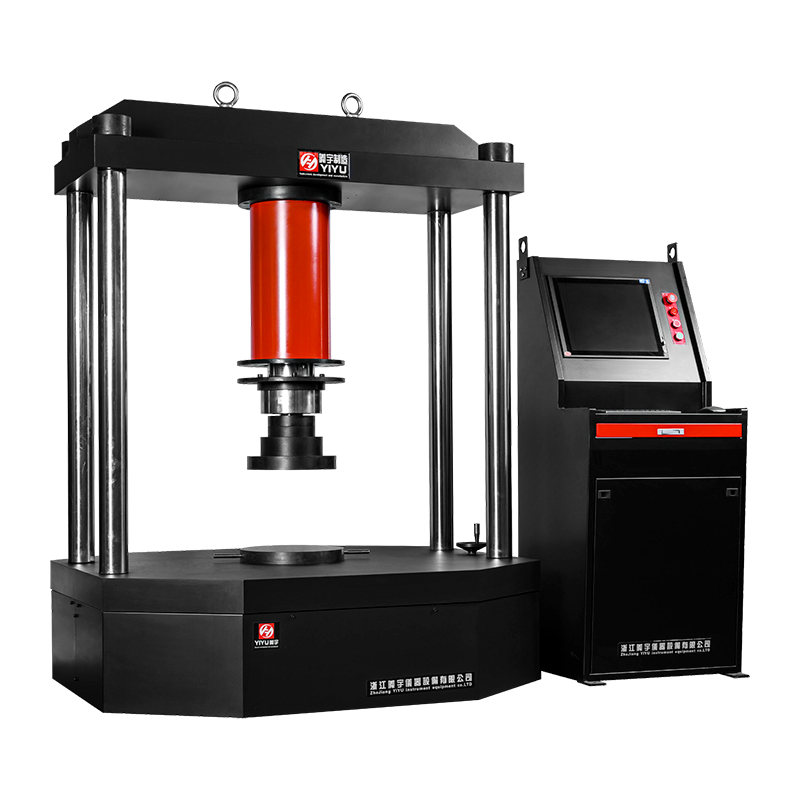
Struktura ramy i ścieżka obciążenia
Rama maszyny zapewnia pętlę konstrukcyjną, przez którą reagują siły testowe. Większość hydraulicznych UTM używa a konstrukcja dwukolumnowa lub czterokolumnowa ze stałym stołem dolnym, ruchomą trawersą napędzaną siłownikiem hydraulicznym i stałą górną trawersą. Próbkę do badań chwyta się pomiędzy ruchomą i nieruchomą poprzeczką. Kolumny muszą być wystarczająco sztywne, aby ugiąć się mniej niż wydłużenie próbki pod maksymalnym obciążeniem testowym — sztywność ramy jest zwykle określana jako maksymalne ugięcie wynoszące 1–3 mm przy pełnej wydajności znamionowej .
Kluczowe specyfikacje techniczne hydraulicznych UTM
Ocena hydraulicznego UTM wymaga zrozumienia określonego zestawu parametrów technicznych. Każda specyfikacja ma bezpośredni wpływ na przydatność maszyny do określonych typów testów i zgodność ze standardami testowania.
Kluczowe specyfikacje hydrauliczne UTM i ich znaczenie dla możliwości testowania i zgodności z normami | Specyfikacja | Typowy zasięg | Dlaczego to ma znaczenie |
| Nośność (obciążenie znamionowe) | 100 kN – 3000 kN | Musi przekraczać maksymalne oczekiwane obciążenie niszczące próbki o margines bezpieczeństwa |
| Dokładność pomiaru obciążenia | ±0,5% – ±1,0% wskazanej wartości | Określa zgodność z normą ISO 7500-1 klasa 1 lub klasa 0,5 |
| Zakres prędkości poprzeczki | 0,1 – 200 mm/min | Musi odpowiadać szybkości odkształcenia określonej w normie dla typu materiału |
| Światło dzienne (przestrzeń testowa) | 500 – 1500 mm | Musi pomieścić najdłuższy okaz plus długość chwytu |
| Skok tłoka | 200 – 800 mm | Ogranicza maksymalne mierzalne wydłużenie próbki |
| Rozdzielczość pozycji | 0,001 – 0,01 mm | Wpływa na dokładność pomiaru przemieszczenia przy obliczaniu modułu |
| Ciśnienie układu hydraulicznego | 200 – 350 barów | Określa siłę osiągalną dla danego otworu cylindra |
| Zakresy pomiaru obciążenia | Zwykle 4 zakresy (np. 1/10/100/1000 kN) | Niższe zakresy poprawiają dokładność w przypadku słabszych próbek na maszynach o dużej wydajności |
Wybór wydajności siły
Wybór właściwej pojemności ma kluczowe znaczenie. Maszyna powinna być tak zwymiarowana Obciążenia niszczące próbki mieszczą się w zakresie 20–80% pełnego zakresu skali maszyny — zapewnia to, że dokładność pomiaru mieści się w skalibrowanym zakresie roboczym czujnika wagowego. Badanie próbki 50 kN na maszynie 1000 kN przy 5% pełnej skali daje niewiarygodne dane. Większość hydraulicznych UTM rozwiązuje ten problem poprzez wiele zakresów obciążenia z dedykowanymi ogniwami obciążnikowymi lub przełączanymi zakresami wzmacniaczy.
Rodzaje badań wykonywanych na hydraulicznych UTMach
„Uniwersalność” w uniwersalnej maszynie testującej odnosi się do zdolności maszyny do wykonywania wielu typów testów poprzez rekonfigurację uchwytów, uchwytów i geometrii zastosowania obciążenia. Hydrauliczne urządzenia UTM obsługują pełne spektrum testów mechanicznych metali, polimerów, kompozytów, betonu, drewna i materiałów geotechnicznych.
Próba rozciągania
Próba rozciągania jest najczęstszym zastosowaniem hydraulicznych UTM. Próbkę — zwykle płaski profil w kształcie kości psa lub prostokątny do metali i tworzyw sztucznych lub pełnoprzekrojowy kupon do materiałów konstrukcyjnych — chwyta się na obu końcach i rozrywa z kontrolowaną prędkością poprzeczki. Test mierzy:
- Maksymalna wytrzymałość na rozciąganie (UTS): Maksymalne naprężenie, jakie wytrzymuje materiał przed pęknięciem.
- Granica plastyczności (0,2% granicy plastyczności): Naprężenie, przy którym rozpoczyna się trwałe odkształcenie plastyczne – zazwyczaj jest to najbardziej krytyczna właściwość metali konstrukcyjnych.
- Moduł Younga (moduł sprężystości): Nachylenie liniowej sprężystej części krzywej naprężenie-odkształcenie, mierzone za pomocą tensometru przymocowanego bezpośrednio do próbki.
- Wydłużenie przy zerwaniu (plastyczność): Procentowy wzrost długości pomiarowej przy zerwaniu — miara ciągliwości materiału krytyczna dla operacji formowania.
- Zmniejszenie powierzchni: Procentowe zmniejszenie pola przekroju poprzecznego w miejscu złamania.
Testowanie kompresji
W badaniu ściskania wykorzystuje się płaskie płyty do przyłożenia obciążenia ściskającego do próbki — najczęściej betonowych cylindrów (150 mm x 300 mm lub 100 mm x 200 mm zgodnie z EN 12390-3 i ASTM C39), bloków murowych, próbek drewna lub próbek metalowych. W przypadku kontroli jakości betonu w budownictwie, badanie ściskania jest najczęściej wykonywanym badaniem materiałów konstrukcyjnych na świecie. Standardowe testy kruszenia kostek betonu wymagają maszyn o wydajności: 2 000–3 000 kN (200–300 ton) .
Testowanie zginania (zginania).
Trzypunktowe i czteropunktowe testy zginania przykładają obciążenie przez podpory rolkowe w celu oceny wytrzymałości na zginanie, modułu sprężystości i zachowania przy ugięciu. Typowe zastosowania obejmują wytrzymałość belek betonowych na zginanie (ASTM C78, EN 12390-5), testy zginania prętów zbrojeniowych, ocenę nośności drewnianych belek stropowych i ocenę sztywności paneli kompozytowych. Do testowania elementów konstrukcyjnych wymagane są duże hydrauliczne UTM z szerokimi płytami dociskowymi i długimi rozpiętościami testowymi.
Testowanie prętów zbrojeniowych i lin stalowych
Testowanie stali zbrojeniowej (prętów zbrojeniowych) zgodnie z normami ISO 15630, ASTM A615 lub BS 4449 jest jednym z najpowszechniejszych zastosowań hydraulicznych UTM w kontroli jakości konstrukcji. Zbrojenie w rozmiarach od Średnica od 6 mm do 50 mm wymaga sił próby rozciągania od 20 kN do ponad 2000 kN — zakresu obejmującego wiele wydajności maszyn. Uchwyty klinowe są standardowym wyposażeniem do badań rozciągania prętów zbrojeniowych, zapewniającym działanie samozaciskowe proporcjonalne do przyłożonego obciążenia rozciągającego.
Testy ścinania i odrywania
Specjalistyczne przyrządy umożliwiają badanie ścinania połączeń klejowych, spoin i połączeń nitowanych, a także badanie odrywania laminatów i powłok. Testy te są niezbędne w kwalifikacji klejenia paneli samochodowych, certyfikacji konstrukcji samolotów i zaawansowanej kontroli jakości produkcji kompozytów.
Hydrauliczny UTM a elektromechaniczny UTM: kiedy wybrać każdy z nich
Hydrauliczne i elektromechaniczne (EM) UTM dotyczą różnych segmentów zakresu siły i spektrum typów testów. Zrozumienie ich porównywalnych mocnych stron zapobiega nadmiernym inwestycjom w technologię hydrauliczną tam, gdzie wystarczy EM, i pozwala uniknąć niedostatecznego określenia, kiedy naprawdę wymagane jest generowanie siły hydraulicznej.
Bezpośrednie porównanie hydraulicznych i elektromechanicznych UTM pod względem kluczowych parametrów wydajnościowych i operacyjnych | Kryterium | Hydrauliczny UTM | Elektromechaniczny UTM |
| Maksymalna siła | Do 3000 kN (praktycznie brak górnej granicy) | Zwykle do 600 kN; niektóre do 2000 kN |
| Precyzja przy małej sile | Ograniczone — wpływ tarcia hydraulicznego i lepkości oleju | Doskonała — precyzja śruby pociągowej/nakrętki kulowej |
| Zakres prędkości poprzeczki | typowo 0,5 – 200 mm/min | 0,0001 – 1000 mm/min |
| Wymagania konserwacyjne | Wyższa — wymiana oleju, uszczelnień, serwis pomp | Dolna — głównie elementy elektryczne |
| Zużycie energii | Wyższa (pompa pracuje ciągle) | Niższy (silnik pobiera energię tylko podczas ruchu poprzeczki) |
| Koszt początkowy | Niższy przy dużych obciążeniach (>200 kN) | Niższe przy niskich i średnich obciążeniach (<200 kN) |
| Najlepsza domena aplikacji | Stal, beton, pręty zbrojeniowe, ciężkie badania strukturalne | Polimery, metale cienkie, wyroby medyczne, badania precyzyjne |
Punktem zwrotnym, w którym technologia hydrauliczna staje się bardziej praktycznym wyborem, jest ogólnie rzecz biorąc powyżej 200–300 kN (20–30 ton) . Poniżej tego elektromechaniczne UTM zapewniają lepszą kontrolę przemieszczenia, niższe koszty konserwacji i szerszy zakres prędkości w ramach tej samej inwestycji. Powyżej 300 kN układy hydrauliczne są znacznie bardziej kompaktowe i ekonomiczne niż duże zespoły śruby kulowej wymagane w maszynach EM o dużej sile.
Uchwyty i mocowania: Dopasowywanie akcesoriów do wymagań testowych
Hydrauliczny UTM bez odpowiednich uchwytów i osprzętu nie może przeprowadzić ważnych testów. Uchwyt musi trzymać próbkę sztywno, bez poślizgu (co powoduje przedwczesne dane o uszkodzeniu), bez nadmiernego naprężania strefy uchwytu (co powoduje uszkodzenia spowodowane uchwytem unieważniające badanie) i bez wprowadzania momentów zginających do obciążenia czysto osiowego.
Chwyty klinowe
Uchwyty klinowe są najpopularniejszym typem uchwytów rozciągających w hydraulicznych UTM. W miarę wzrostu obciążenia rozciągającego mechanizm klinowy mocniej dociska powierzchnie uchwytu do próbki, zapewniając samozaciskanie proporcjonalne do przyłożonej siły. Nadają się do próbki płaskie, pręty okrągłe, pręty zbrojeniowe, druty i kable testowanie. Wymienne wkładki szczękowe z różnymi wzorami ząbkowania (grube do stali, gładkie do miękkich materiałów) zwiększają wszechstronność. Hydrauliczne uchwyty klinowe (zacisk próbki uruchamiany pneumatycznie lub hydraulicznie) eliminują niespójne ręczne dokręcanie i są standardem na liniach testowych produkowanych na dużą skalę.
Płyty kompresyjne
Płyty dociskowe ze stali hartowanej z kulistą (samonastawną) płytą górną są standardowym wyposażeniem do testów ściskania betonu, zapraw, murów i ceramiki. Sferyczne gniazdo kompensuje drobne nierównoległości próbki, zapewniając równomierny rozkład obciążenia w całym przekroju próbki zgodnie z wymogami EN 12390-3 i ASTM C39. Twardość płyty musi spełniać minimum Rockwell C 55 według większości norm, aby zapobiec wgnieceniom płyty wpływającym na wyniki.
Urządzenia do zginania i zginania
Uchwyty do gięcia trzypunktowego i czteropunktowego składają się z rolek ze stali hartowanej, osadzonych na regulowanych wspornikach. Średnicę rolek i rozpiętość podpór określa obowiązująca norma — na przykład EN ISO 7438 określa konkretne średnice trzpieni do testów zginania metali w funkcji grubości materiału i kąta zgięcia. Nieprawidłowy rozmiar lub rozpiętość rolek unieważnia test i daje nieporównywalne wyniki.
Tensometry
Przemieszczenie poprzeczki mierzone przez przetwornik położenia maszyny obejmuje zgodność ramy, uchwytów i układu nośnego, co wprowadza znaczny błąd do obliczeń odkształcenia i modułu. Przypinany tensometr przymocowany bezpośrednio do miernika długości próbki mierzy rzeczywiste odkształcenie próbki niezależnie od podatności maszyny , co jest obowiązkowe dla dokładnego określenia modułu Younga zgodnie z normami ISO 6892-1 i ASTM E8. Długości tensometrów są znormalizowane — zazwyczaj 50 mm lub 80 mm w przypadku metali — i muszą odpowiadać długości próbki określonej w normie badawczej.
Odpowiednie standardy testowania hydraulicznych UTM
Hydrauliczne operacje UTM w kontroli jakości, testach certyfikacyjnych i badaniach podlegają hierarchii standardów — standardów weryfikacji maszyn, które definiują akceptowalną wydajność maszyn, oraz standardów metod testowania materiałów, które dokładnie określają, w jaki sposób należy przeprowadzić każdy test.
Standardy weryfikacji maszyn
- ISO 7500-1: Weryfikacja i kalibracja statycznych jednoosiowych maszyn wytrzymałościowych do metali. Definiuje klasyfikacje dokładności klasy 0,5, klasy 1 i klasy 2 (±0,5%, ±1,0%, ±2,0% błąd pomiaru siły w każdym skalibrowanym zakresie). Większość prac związanych z certyfikacją materiałów wymaga Minimalna klasa 1 .
- ASTM E4: Standardowe praktyki weryfikacji siły maszyn testujących. Amerykański odpowiednik normy ISO 7500-1, określający dokładność siły w zakresie ±1% w całym zakresie roboczym.
- EN ISO 9513: Kalibracja tensometrów stosowanych w badaniach jednoosiowych – określa wymagania dotyczące dokładności tensometrów klasy 0,5, 1 i 2.
Standardy metod badania materiałów
- ISO 6892-1 / ASTM E8: Próba rozciągania materiałów metalowych w temperaturze otoczenia. Określa geometrię próbki, prędkość poprzeczki, wymagania tensometru i raportowanie danych.
- EN 12390-3 / ASTM C39: Badanie wytrzymałości na ściskanie próbek betonowych. Określa szybkość ładowania (0,6 ± 0,2 MPa/s zgodnie z EN 12390-3), wymagania dotyczące płyty dociskowej i raportowanie.
- ISO 15630-1 / ASTM A615: Wymagania badawcze stali zbrojeniowej (prętów zbrojeniowych) — wytrzymałość na rozciąganie, granica plastyczności, wydłużenie i wymagania dotyczące próby zginania.
- ISO 178 / ASTM D790: Właściwości zginania tworzyw sztucznych i materiałów kompozytowych w badaniu trójpunktowego zginania.
- EN 408 / ASTM D143: Właściwości mechaniczne drewna konstrukcyjnego i wyrobów drewnopochodnych.
Kalibracja i weryfikacja hydraulicznych UTM
Kalibracja nie jest opcjonalna w przypadku hydraulicznych UTM stosowanych w zapewnianiu jakości, certyfikacji produktów lub testowaniu zgodności — jest to wymóg prawny i umowny. Konsekwencje obsługi maszyny niekalibrowanej obejmują wystawienie nieważnych certyfikatów testów, niezaliczenie audytów produktu i narażenie się na odpowiedzialność w przypadku awarii certyfikowanych materiałów.
Częstotliwość kalibracji
ISO 7500-1 zaleca coroczną kalibrację jako minimum – częściej, jeśli maszyna jest poddawana intensywnemu użytkowaniu, została przeniesiona, naprawiona lub wykazuje dryft w powtarzanych pomiarach. Większość akredytowanych laboratoriów badawczych przeprowadzających testy z certyfikatem ISO/IEC 17025 kalibruje swoje UTM przynajmniej raz w roku oraz po wszelkich czynnościach konserwacyjnych mających wpływ na pociąg ładunek .
Metoda kalibracji
Kalibrację przeprowadza się poprzez przyłożenie znanych sił odniesienia do maszyny przy użyciu:
- Maszyny do kalibracji ciężaru własnego: Najbardziej identyfikowalna metoda — znane masy bezpośrednio oddziałują na siły grawitacji. Stosowany w maszynach do około 5000 kN w krajowych instytutach metrologicznych.
- Referencyjne ogniwa obciążnikowe (standardy transferu): W układzie nośnym maszyny montuje się referencyjne ogniwo obciążnikowe identyfikowalne przez NIST lub akredytowane przez UKAS, a wskazania UTM są porównywane z wartościami odniesienia przy wielu poziomach siły. Najbardziej praktyczna metoda kalibracji w terenie dla dużych maszyn. Referencyjne ogniwa obciążnikowe są zwykle kalibrowane według Dokładność 0,1% lub lepsza , zapewniając wystarczający margines w stosunku do specyfikacji maszyny klasy 1 wynoszącej 0,5%.
Weryfikacja a kalibracja
Kalibracja dostosowuje wskazanie siły maszyny do standardów odniesienia. Weryfikacja (wg ISO 7500-1) potwierdza, że maszyna spełnia specyfikację swojej klasy dokładności, bez konieczności jej dopasowywania. Obydwa procesy generują certyfikat z udokumentowanymi wynikami. Świadectwa kalibracji muszą zawierać rozszerzoną niepewność pomiaru (zwykle przy poziomie ufności 95%) spełniać wymagania normy ISO/IEC 17025 dla akredytowanych laboratoriów badawczych.
Konserwacja hydraulicznych UTM: praktyki krytyczne
Hydrauliczne UTM wymagają bardziej aktywnej konserwacji niż maszyny elektromechaniczne ze względu na ich układ napędowy na bazie oleju. Ustrukturyzowany program konserwacji zapobiega nieoczekiwanym przestojom, chroni status kalibracji i wydłuża żywotność maszyny — maszyny konserwowane zgodnie z harmonogramem rutynowo działają przez 20–30 lat i więcej .
Zarządzanie olejem hydraulicznym
Olej hydrauliczny ulega degradacji w wyniku utleniania, wchłaniania wilgoci i zanieczyszczenia cząstkami stałymi. Zanieczyszczony olej powoduje przyspieszone zużycie serwozaworów, uszczelek cylindrów i elementów pompy. Kluczowe praktyki konserwacji oleju:
- Roczna analiza oleju: Wyślij próbki oleju do laboratorium w celu analizy lepkości, zawartości wody i liczby cząstek. Docelowa czystość ISO ISO 4406 klasa 16/14/11 lub lepsza do układów serwohydraulicznych.
- Częstotliwość wymiany oleju i filtra: Wymieniaj olej hydrauliczny co 2–4 lata lub zgodnie z harmonogramem producenta; wymieniać filtry powrotne i ciśnieniowe przy każdej wymianie oleju oraz po uruchomieniu wskaźników różnicy ciśnień.
- Konserwacja filtra odpowietrzającego: Odpowietrznik zbiornika zapobiega zanieczyszczeniu atmosferycznemu — wymieniaj go co roku lub w przypadku wizualnego zanieczyszczenia.
Kontrola uszczelnienia i cylindra
Uszczelki tłoka głównego cylindra, uszczelnienia tłoczyska i uszczelnienia serwozaworu wymagają okresowej kontroli i wymiany. Wyciekanie oleju z tłoczyska cylindra jest wczesnym wskaźnikiem zużycia uszczelki — należy to zrobić, zanim wyciek stanie się na tyle znaczący, że wpłynie na dokładność pomiaru siły lub spowoduje ryzyko poślizgu. Typowy okres konserwacji uszczelnienia wynosi 5–10 lat w zależności od częstotliwości cykli i ciśnienia roboczego .
Pielęgnacja ogniw obciążnikowych i przetworników
Czujniki tensometryczne nigdy nie mogą być poddawane przeciążeniom udarowym — nagłe pęknięcie próbki przenosi dynamiczną siłę uderzenia, która może trwale uszkodzić elementy tensometru. Zawsze używaj maszyn z ustawionym zabezpieczeniem przed przeciążeniem 110–120% pojemności znamionowej . Regularnie sprawdzaj połączenia kablowe ogniwa obciążnikowego; skorodowane lub przerywane połączenia powodują błędne odczyty siły, które są trudne do zdiagnozowania. Przechowuj zapasowe ogniwa obciążnikowe w suchym środowisku, aby zapobiec przedostawaniu się wilgoci do obwodu tensometru.
Jak wybrać odpowiedni hydrauliczny UTM: kryteria decyzji
Zakup hydraulicznego UTM to znacząca inwestycja kapitałowa — maszyny zazwyczaj kosztują 15 000 do 250 000 dolarów w zależności od wydajności, stopnia zaawansowania sterowania i dołączonego wyposażenia. Ustrukturyzowany proces selekcji zapobiega zarówno zawyżeniu specyfikacji (płacenie za możliwości, które nigdy nie zostaną wykorzystane), jak i zaniżeniu specyfikacji (zakup maszyny, która nie jest w stanie wykonać wymaganych testów zgodnie z wymaganym standardem).
- Zdefiniuj pełny zakres badań wymaganych obecnie i w najbliższej przyszłości. Wymień każdy rodzaj materiału, geometrię próbki, zakres siły i obowiązującą normę testową. Maszyna wybrana dzisiaj do testowania prętów zbrojeniowych może jutro wymagać przetestowania konstrukcji spawanych ze stali konstrukcyjnej — zbuduj ją z odpowiednią wydajnością i marginesem światła dziennego.
- Określ maksymalną wymaganą siłę z marginesem. Zidentyfikuj pojedynczy test największej siły w swoim zakresie, dodaj margines bezpieczeństwa 25–40% i wybierz wydajność maszyny równą lub wyższą od tej wartości. Nie należy zmniejszać rozmiaru, aby zaoszczędzić pieniądze — maszyna, która nie jest w stanie osiągnąć wymaganej siły, nie zapewnia żadnych danych testowych.
- Określ wymaganą klasę dokładności. Jeśli Twoja praca obejmuje certyfikację produktów, audyty przeprowadzane przez strony trzecie lub raporty z testów stosowanych w projektowaniu konstrukcyjnym, określ minimum ISO 7500-1 klasa 1. Zastosowania badawcze mogą tolerować klasę 2.
- Oceń, jaki jest wymagany poziom zaawansowania sterowania. Proste kruszenie kostek betonu wymaga jedynie podstawowej operacji kontrolowanej obciążeniem. Badanie rozciągania metalu zgodnie z normą ISO 6892-1 Metoda A wymaga możliwości kontrolowania szybkości odkształcania przez serwo. Przed zakupem upewnij się, że system sterowania może wykonać wymagane protokoły testowe.
- Oceń wymagania dotyczące oprogramowania i danych wyjściowych. Nowoczesne oprogramowanie UTM powinno generować raporty z badań bezpośrednio zgodne z wymogami raportowania odpowiednich norm, eksportować do LIMS (Laboratory Information Management Systems) i wspierać identyfikowalność danych z logowaniem operatora, identyfikatorem próbki i rejestracją znacznika czasu.
- Oceń całkowity koszt posiadania, a nie tylko cenę zakupu. Uwzględnij zużycie oleju, koszty filtrów, opłaty kalibracyjne, oczekiwane okresy wymiany uszczelek i koszty umów serwisowych w 10-letnim horyzoncie operacyjnym. Maszyna o niższym koszcie początkowym, ale wyższych rocznych kosztach konserwacji może łącznie kosztować więcej.
- Sprawdź dostępność lokalnego wsparcia serwisowego. Hydrauliczny UTM, który ulega awarii w przypadku braku lokalnego inżyniera serwisowego, zakłóca operacje testowania produkcyjnego. Przed podjęciem decyzji upewnij się, że dostawca dysponuje certyfikowanymi inżynierami serwisu w akceptowalnym czasie reakcji.




 简体中文
简体中文

